窒素溶接機設定
窒素溶接機エアレス溶接機温度設定、工場エアー流量、窒素ガス流量の基本的な設定

窒素プラスチック溶接
基本的な窒素プラスチック溶接工程
窒素との溶接には両手の協調が必要であり、一方はトーチを制御し、もう一方はロッドを供給します。溶接するとロッドの底面とバンパーの上部が溶着します。ロッドの基本構造をそのまま残すことで、より強力な修理を可能にします。溶接を行うときは、バンパーとロッドの両方を同時に溶融させ、ロッドを下向きの圧力で押し一緒に溶融させてください。プラスチック溶接の5つの重要な要素 温度 流量 圧力 角度 を念頭に置き作業を進めてください。
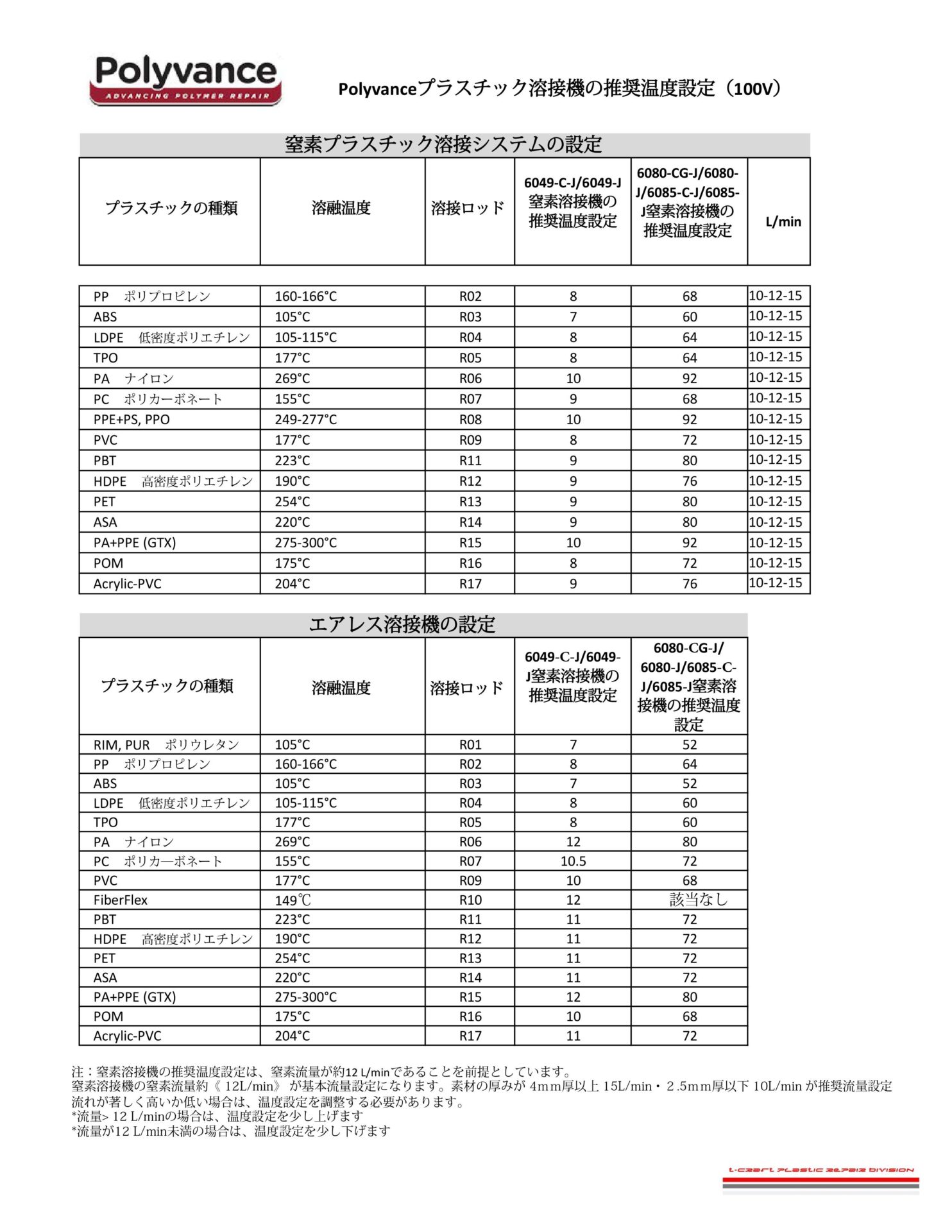
機種による基本的な温度設定は窒素溶接機温度設定チャートを参照してください
温度の適切な設定は、窒素溶接機の温度調整ダイヤルで設定します。例えば、PP (ポリプロピレン)/ TPO(熱可塑性オレフィン)の設定では、トーチ先では、160℃-166℃程の窒素流が生成されます。デジタルでは、68アナログでは8が目安になります。
フローは、プラスチックの厚さに応じて、毎分8~15リットルの間で設定いたします。窒素ガス流量の目安は12L/minになります。より薄いプラスチックの場合は少なく、より厚い場合はより多くします。母材の厚みが4mmより厚い場合は、窒素流量を15L/minに窒素流量をフローゲージにて調整。母材の厚みが2.5mmより厚みが薄い場合は、窒素ガス流量を10L/minに窒素ガス流量をフローゲージにて調整します。(推奨設定値)母材を過熱しますと、素材構造が失われることとなるので、流量管理は重要な要素となります。
トーチとバンパーとの角度は45°が最適です。ロッド前での熱せられた窒素ガスの流れを意識してください。06プロファイルのような太い棒の場合、ロッドにもう少し熱を集中させてください。
できるだけロッドに下向きの圧力(0.4-0.9Kg)をかけて、バンパーとロッドの融合を助けてください。ロッドには常に下向きの圧力をかけ、ロッドをゆっくりと動かしてください。ロッドを過熱しないでください。溶接の速度は、毎分約10〜15cmにする必要があります。03プロファイルのような細い棒では、これを遅くするのは難しいです。06プロファイルのような太い棒では、さらに遅くなることがあります。重要なのは、バンパーとロッドの底面が一緒になる前に両方が溶けていることを確認しながら、ロッドに適切な下向きの圧力を保ちながら着実に動かし溶接作業を行います。
基本作業の目安ですので、様々な状況を考慮をしての調整をし、作業を行ってください。
基本的な窒素溶接プロセス
基本的な窒素溶接プロセス
窒素による溶接では、片手でトーチを制御し、もう一方の手で、ロッドを送ります。 溶接するときは、ロッドの底面とバンパーの上面を溶かすだけです。 このことにより、ロッドの基本構造が損なわれないため、より強力な修理が可能になります。 溶接を行うときは、バンパーとロッドの両方を同時に溶かし、ロッドにかかる下向きの圧力でそれらを融合させてください。
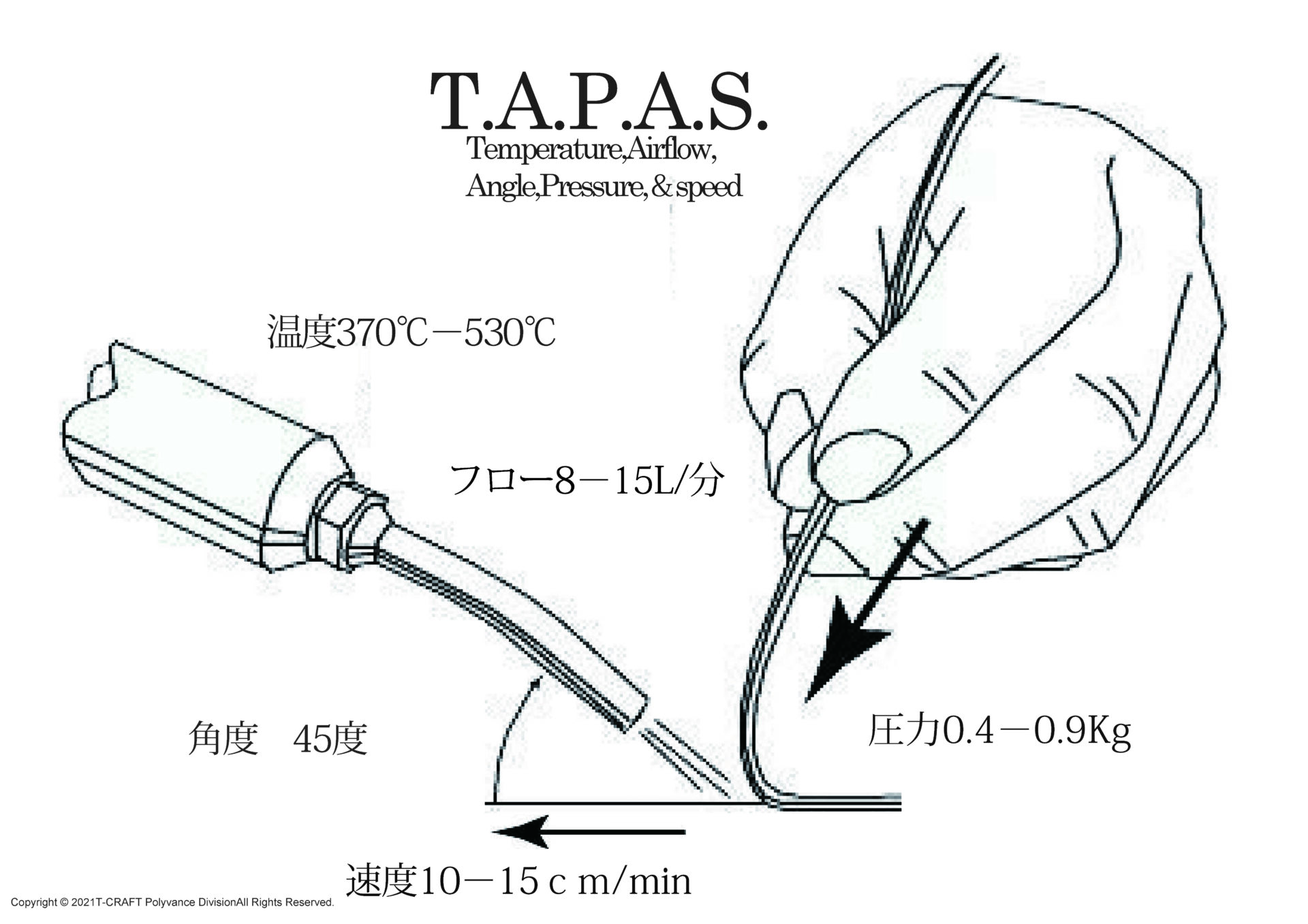
プラスチック溶接の5つの重要な要素温度、流量、圧力、角度、速度を忘れないでください。
・温度については、窒素溶接機のダイヤルの温度を適切な数値に設定します。
例えば、PP(ポリプロピレン) / TPO(熱可塑性オレフィン)設定では、発熱体温度を約370-530℃に設定致します。
・流量は、プラスチックの厚さに応じて毎分10~15リットルに設定する必要があります。より薄いプラスチックではよ
り少なく、より厚いプラスチックではより多くなります。
・トーチと母材の間の角度は45°が最適です。熱気の流れを
ロッドの少し前に向けます。ロッド形状06のような太いロッドの場合、ロッドにもう少し熱を集中させます
・ロッドをバンパーと融合させるために、可能な限りロッドに下向きの圧力をかけます。ロッドを安定した下向きの圧力に保ち、ロッドをゆっくり動かし続けます。ロッドを過熱させないでください。
・溶接速度は、約10-15cm/minである必要があります。ロッド形状03のような細いロッドでは、これを遅くすることは困難です。ロッド形状06のような太いロッドでは、さらに遅くなる場合があります。
重要なことは、ロッドに適切な向きの圧力を保ちながら着実に移動し、バンパーとロッドの底面の両方がかさなる前にしっかり溶融していることを確認すること。
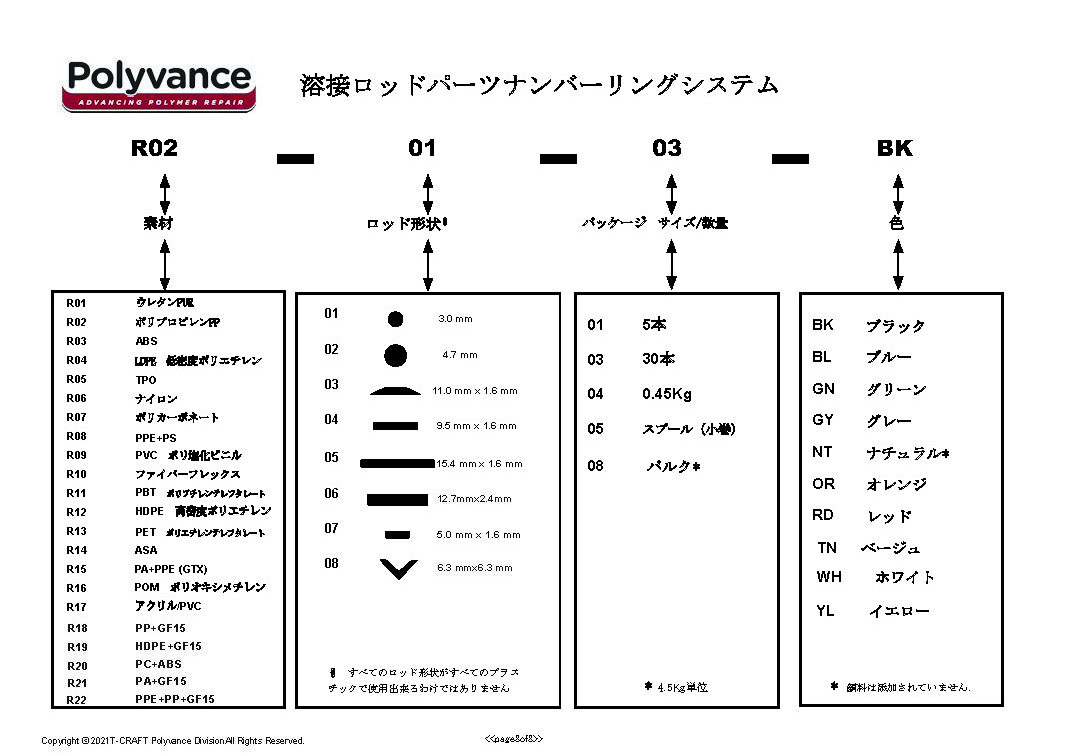
溶接ロッドナンバーリングシステム