
Q&A 項目 プラスチック基材の識別はどのようにしたらいいですか? 追加いたしました。
Q プラスチック基材の識別はどのようにしたらいいですか?
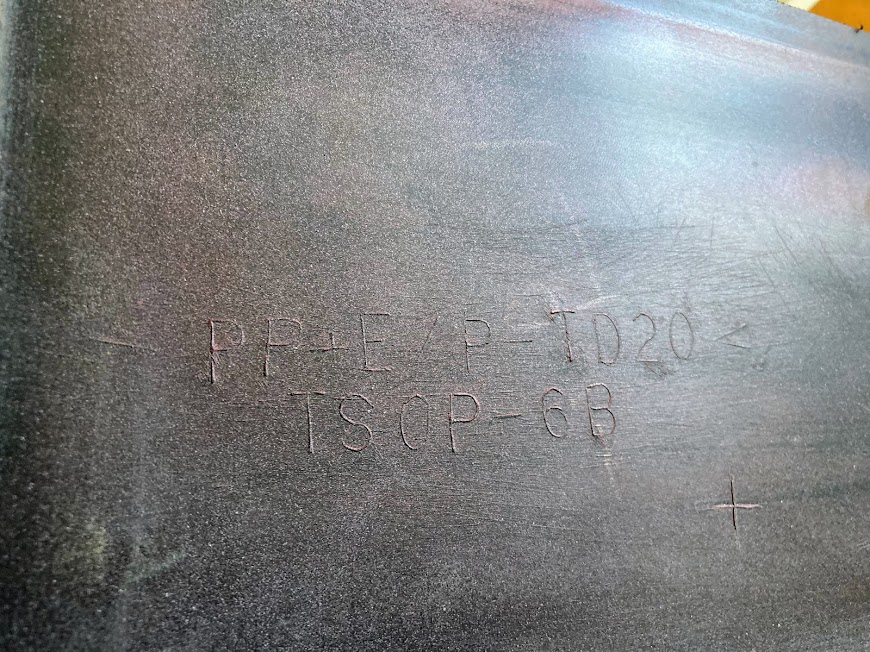
A パーツのどこかに形成された識別記号を探してください。
PP+E/P-TD20
TSOP-6B
例えば画像にあるのは、プリウスのリヤバンパーの内側に数個刻印されている識別番号ですが、一番左側が素材が一番多く含まれている素材になります。PPは、ポリプロピレンになります。次はE/P エチレンプロピレンゴム TDは、タルクフィラーになりTD20は、タルクフィラーが20パーセントになり、
すなわち、エチレンプロピレンゴムとタルクフィラーが20%入っているPPになります。
間に/のある記号は、プライベート表記の場合もございます。
素材が分からない場合は、異なる素材の溶接棒で、一番よく付いたものが、その溶接棒の素材が多く含まれている素材ということになります。素材の色、艶、サンディングしたときの粉、においなど特性を把握しておくと、素材選定の近道になるのではないかと思います。




{kind=link}